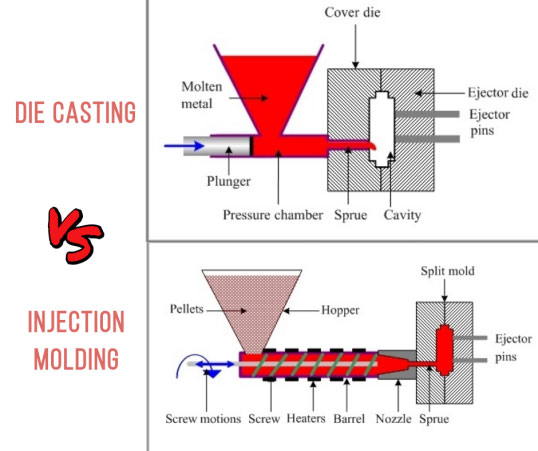
다이캐스팅 금형과 플라스틱 금형의 차이점
다이캐스팅 금형과 플라스틱 금형의 구조는 실제로 동일합니다. 플라스틱 몰드를 만들 수 있다면 다이캐스팅 몰드도 만들 수 있어야 한다고 합니다. 둘의 주요 차이점은 피드 게이트 슬리브에서 플라스틱 몰드의 게이트 슬리브가 가느다란 테이퍼 피드 포트이고 피드 포트의 직경이 상대적으로 작다는 것입니다. 다이캐스팅 다이의 피드 포트는 상대적으로 크고 중앙 피드의 테이퍼는 테이퍼이며 피드 포트의 직경은 플라스틱 다이의 직경보다 훨씬 큽니다. 또 다른 공급 포트는 직경 30mm 또는 40mm의 직선형 원형 슬리브로, 플라스틱 금형에서는 사용할 수 없는 구조입니다. 또한 플라스틱 금형과 다이캐스팅 금형은 서로 다른 강으로 만들어집니다. 플라스틱 몰드는 일반적으로 45# 강철, T8, T10 및 기타 강철을 사용하는 반면 다이캐스팅 몰드는 주로 3Cr2W8V와 같은 내열 강철을 사용합니다.
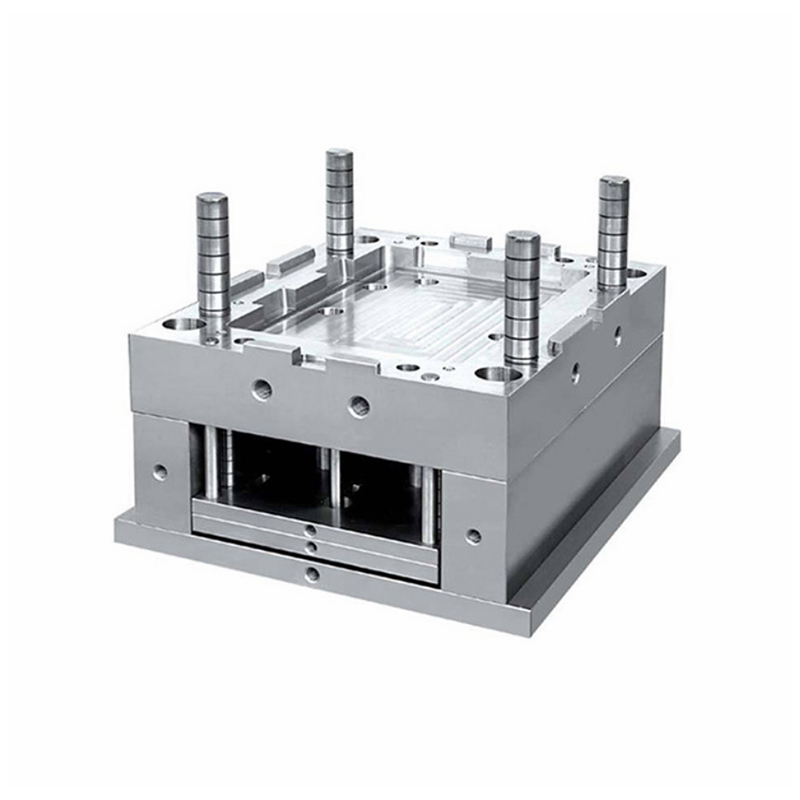
1. 다이캐스팅 다이의 사출 압력이 크기 때문에 변형을 방지하기 위해 템플릿이 상대적으로 두꺼울 필요가 있습니다.
2. 다이캐스팅 금형의 게이트는 사출 금형과 다르기 때문에 고압의 재료 흐름을 분해하기 위해 션트 콘을 만들어야 합니다.
3. 다이캐스팅 중 다이 캐비티의 온도가 700°C를 초과하기 때문에 다이캐스팅 다이의 다이 코어는 담금질할 필요가 없습니다. 따라서 각 성형은 52회 담금질에 해당하며 금형 캐비티는 점점 더 단단해지며 일반 사출 금형은 hrcXNUMX 이상에서 담금질해야 합니다.
4. 일반적으로 다이캐스팅 다이 캐비티는 합금이 다이 캐비티에 달라붙는 것을 방지하기 위해 질화되어야 합니다.
5. 일반적으로 다이캐스팅 다이의 부식은 비교적 크고 외부 표면은 일반적으로 청색입니다.
6. 사출 금형과 비교하여 다이 캐스팅 금형의 가동 피팅 부분(코어 풀링 슬라이더 등)의 피팅 간극은 다이 캐스팅 공정의 고온으로 인해 열팽창이 발생하기 때문에 더 큽니다. 간극이 너무 작으면 금형이 고착됩니다.
7. 합금의 유동성이 플라스틱보다 훨씬 좋기 때문에 다이캐스팅 다이의 이형면 일치 요구 사항이 더 높습니다. 고온 고압의 재료 흐름이 파팅 표면에서 날아가는 것은 매우 위험합니다.
8. 일반적으로 사출 금형은 골무와 이형면에 의해 배출될 수 있습니다. 다이캐스팅 금형에는 배기 슬롯과 슬래그 포집 백(차가운 재료 헤드 포집)이 제공되어야 합니다.
9. 성형이 일관되지 않고 다이 캐스팅 다이의 사출 속도가 빠르며 한 섹션의 사출 압력이 높습니다. 플라스틱 주형은 일반적으로 압력을 유지하기 위해 여러 섹션에 주입됩니다.
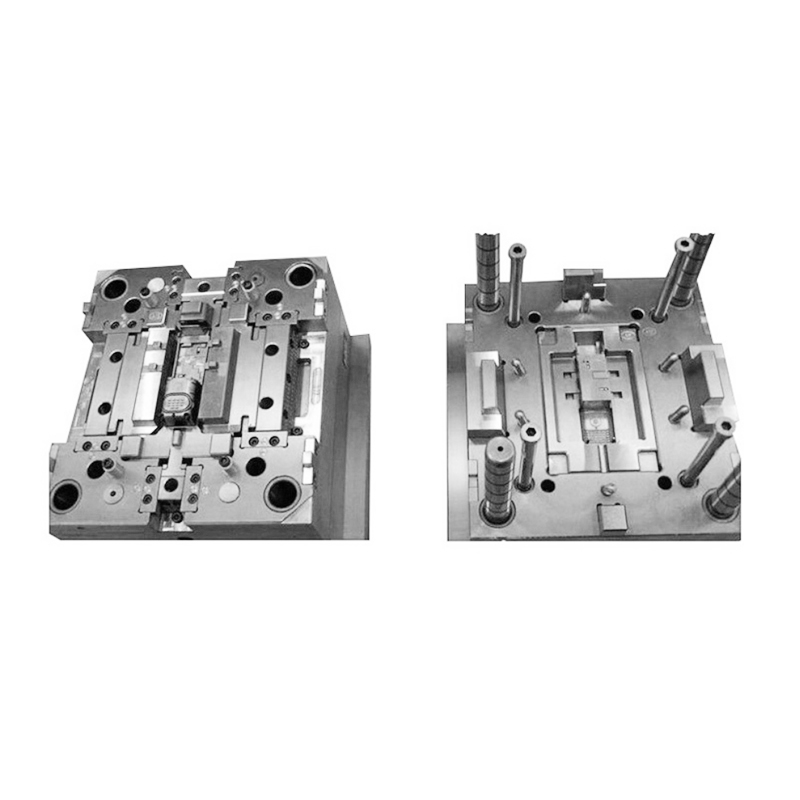
10. 다이캐스팅 금형은 3단 금형입니다. 다른 플라스틱 금형의 제품 구조는 다릅니다. 45. 플레이트 다이는 공통이며 개방 시간과 순서는 다이 구조와 일치합니다. 당사의 다이캐스팅 다이는 일반적으로 사각 골무, 실린더 및 경사 핀(고온 및 양호한 용액 유동성)을 사용하지 않아 막힘이 쉬워 다이 생산이 불안정합니다. 또한 플라스틱 금형과 다이캐스팅 금형은 서로 다른 강으로 만들어집니다. 플라스틱 몰드는 일반적으로 8# 강철, T10, T3 및 기타 강철을 사용하는 반면 다이캐스팅 몰드는 주로 2Cr8WXNUMXV와 같은 내열 강철을 사용합니다.
Ningbo Fuerd는 1987 년에 설립되어 풀 서비스를 선도하고 있습니다. 다이캐스팅 툴링, 알루미늄 다이 캐스팅, 아연 다이캐스팅, 중력 주조 제조업체. 우리는 엔지니어링 지원을 포함한 다양한 기능과 서비스를 제공하는 솔루션 제공 업체입니다. 설계, 금형, 복잡한 CNC 가공, 함침, 텀블링, 크롬, 분체 도장, 연마, 조립 및 기타 마무리 서비스. 우리는 공급 업체뿐만 아니라 파트너로서 귀하와 함께 일할 것입니다.